

Und auch die Steuerung mit einem ZWO ASIAIR Pro war für längere, unbeaufsichtigte Aufnahmesessionen nicht wirklich gut. Vor allem fehlen der ASIAIR-Software nützliche Funktionen für Eingriffe oder Korrekturen bei unerwarteten Störungen, wie z. B. während der Nachführung bei vorübergehendem Sternverlust durch Wolken. Und der Autofokus war leider nicht immer wirklich gut genug. Umbauen oder erweitern wollte ich die kleine Sternwarte nicht mehr, lieber über den Winter eine neue, größere Sternwarte bauen. Nachdem ich noch einmal verschiedene Konstruktionsmöglichkeiten hin und her bewertet hatte, habe ich mich wieder für eine Sternwarte vom Typ „Clamshell“ entschieden, eine Kuppel mit zwei beweglichen Halbschalen. Diese Kuppel musste einfach so groß wie möglich sein. Pragmatisch wird sie durch einen vertretbaren Aufwand beim 3D-Drucken bestimmt, vor allem durch die Größe des Druckbetts und der Druckgeschwindigkeit des 3D-Druckers. Ich hatte spaßeshalber einmal die reine Druckzeit für meinen ersten 3D-Drucker, einen Prusa MINI, abgeschätzt: 150 Tage lang würde er durchgehend drucken. Natürlich undenkbar, viel zu lange! Aber der 3D-Drucker K1 Max von Creality würde mit einem Hyper-Filament und seiner Druckfläche von 30 cm x 30 cm nur etwa 15 Tage reine Druckzeit brauchen. Und schließlich, die Sternwarte sollte nun unter Windows mit der so vielseitigen Open Source Software N.I.N.A. betrieben werden. Bau der Kuppel Aber warum vier Halbschalen, wo doch zwei genügt hätten? Die großen Kuppelteile kann ich nicht in einem Stück drucken, deshalb musste ich Boden-, Zwischenring und Halbschalen in druckgerechte Segmente teilen (Abb. 2). Um trotz Segmentierung eine ausreichende Stabilität zu haben, gibt es je Seite zwei übereinanderliegende Halbschalen, die an verschiedenen Stellen geteilt sind. So konnte ich sie überlappend verkleben und an ihren Nahtstellen gut verschrauben. Der Bodenring ist allerdings nicht gleichmäßig rund. Er ist an der Südseite etwas schmaler, leicht nach innen gewölbt. Damit kann sich die entsprechende Halbschale etwas weiter senken als die andere, und der Horizont für das Teleskop liegt so auf dieser Seite etwa 10° tiefer. Ob es bei mir notwendig war? Bei dem gewählten Standort wohl eher doch nicht. Schließlich bestimmen die umgebenden Bäume und Büsche bei mir die Höhe des nutzbaren Horizonts. Er liegt bis auf wenige Ausnahmen bei etwa 30°. Vier Wochen nach Druckbeginn waren alle wesentlichen Kuppelteile gedruckt und 12 kg Hyper-PETG-Kunststoff verbraucht (Abb. 3). Die entsprechenden Teile wurden schließlich zusammengesteckt, verklebt oder verschraubt (Abb. 4). Beim Drucken hatten sich allerdings einige Teile ganz leicht verzogen, so dass bei deren Zusammensetzen eine Handvoll kleinerer, bis zu 1 mm breiter Spalten blieben. Mit 2k-PE-Füllspachtel waren sie schnell verschlossen. Ein Streifen Aluminiumblech, innen, rund um den Bodenring, sorgt für zusätzliche Stabilität. Und letztendlich, als besseren Schutz vor der UV-Strahlung und dem Wetter, habe ich die komplette Kuppel mit weißem Acryllack gestrichen und sie dann auf eine wasserfeste Siebdruckplatte geschraubt. Eigentlich sollte die Sternwarte wasserdicht sein. Die geschlossenen Halbschalen überlappen sich um etwa 5 cm, und die Schrauben in den Schalen sind so gut wie möglich mit Silikon abgedichtet. Trotzdem decke ich die Sternwarte bei längeren Schlechtwetterphasen mit einer speziell entworfenen runden Abdeckhaube aus LKW-Plane ab. Und zu meiner Beruhigung gibt es eine Alarmanlage. Sie sichert die Sternwarte gegen unbefugten Zugang oder Diebstahl. Motorisierung Ein ATmega-Uno-Mikroprozessor steuert mit einem L298N-Modul die beiden Motoren, ausgelöst via Taste an der Kuppel oder via ASCOM-Schnittstelle vom PC. Beide Motoren lassen sich unabhängig voneinander und in beide Richtungen drehen. Zur ASCOM-Steuerung aus N.I.N.A. nutze ich den RRCI-ASCOM-Dome-Treiber [3] mit einem für mein Clamshell-Design angepassten Arduino-Sketch. Den RCCI-Treiber habe ich leider nur auf einem AT-mega Uno ans Laufen gebracht, mit meinen anderen Arduino-Prozessoren hat er nicht funktioniert. Um die Motoren zu stoppen, sind zwei Mikroschalter am Zwischenring montiert, die die Endpositionen jeder Halbschale an den Mikroprozessor melden. Da ich mich aber nicht allein auf die Endschalter verlassen wollte, werden die Motoren unabhängig davon zwei Sekunden nach ihrer individuellen Laufzeit automatisch gestoppt. Selbstregelnde Tauheizung Im Inneren der Sternwarte Die Steuerung der Sternwarte ist komplett remote möglich. Sie ist in mein lokales Netzwerk eingebunden, aber auch via VPN aus dem Internet erreichbar. An der Montierung habe ich ein Waveshare-8-Kanal- Ethernet-Relais angebracht, das die Spannung der einzelnen Komponenten ein- und ausschalten kann. Das Relais ist via ASCOM-Treiber [4] steuerbar, aber zusätzlich auch über die App Home-Assistent, eine Software zur Steuerung der Hausautomation. Eine weiße LED zur Innenbeleuchtung der Kuppel ist für den Notfall vorhanden. Zum Abschluss noch ein paar Schlüsseldaten. Das Gesichtsfeld des Teleskopsystems beträgt etwa 2° x 3°, entsprechend 2“/Pixel. Das Guiding liegt bei etwa 0,5“ bis 1“ Genauigkeit völlig ausreichend. Das Askar-SQA55-Teleskop hat eine hervorragende Optik. Die Aufnahmen sind äußerst scharf, die Sterne bis in die Ecken fehlerlos. Resümee Mein Equipment Autor: Engelbert Vollmer Literatur- und Internethinweise (Stand 27.08.2025): | |








![]()

Die Filter ragend aus dem Dobsonhut heraus und beschlagen natürlich schnell. Was liegt näher, als sich eine Taukappe zu bauen. Früher hätte ich diesen Kasten (Abb. 2) aus Sperrholzleisten zusammengeklebt, wie ich das mit dem Aufbewahrungsbehälter gemacht habe. Nachdem mein Sohn einen 3D-Drucker sein Eigen nennt, liegt es natürlich nahe, ihm einen Druckauftrag zu erteilen. Gedacht getan, und so habe ich ihm eine Skizze als Basis für die Konstruktion übergeben. Die Taukappe ist aus 2 Einzelteilen zusammengeklebt, dadurch konnte der Material- und Zeitaufwand beim Drucken reduziert werden. Zur Befestigung der Kappe habe ich in den Holzrahmen des Dobson eine Stockschraube einsetzt. An dem metrischen Gewinde der Stockschraube kann die Kappe mit einem Kugelgriff geklemmt werden. (Abb. 3) Autor Hubert Hermelingmeier | |



![]()

Gedruckt habe ich ein Zahnrad, (Abb. 1) das auf den Fokussierer geschoben wird – so, dass es nicht rutscht, aber auch nicht zu fest sitzt und den Okularauszug beschädigt. Autor: Uwe Braasch Internethinweise: Stand 02.2022 |
|
 Abb.: 1 Motorhalterung an der Rückseite des Zenitspiegels mit dem Zahnradgetriebe
Abb.: 1 Motorhalterung an der Rückseite des Zenitspiegels mit dem Zahnradgetriebe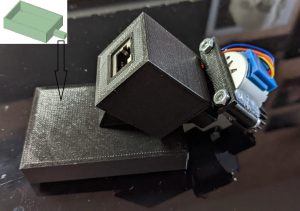 Abb.: 2 Die Motorhalterung mit den LAN-Anschluss zur Steuerung des Motors
Abb.: 2 Die Motorhalterung mit den LAN-Anschluss zur Steuerung des Motors Abb.: 3 Die Schalterbox für die Steuerung des Motors
Abb.: 3 Die Schalterbox für die Steuerung des Motors

3D-Druck von Kunststoffteilen ist inzwischen keine Hexerei mehr, aber leider nicht, was die Geschwindigkeit angeht. Man muss schon je nach Drucker einige Minuten warten, bis Druckbett (mehr und mehr werden auch preiswertere Drucker mit beheizbarem Druckbett angeboten) und Druckkopf aufgeheizt sind und der Druck beginnen kann. Als Druckbett bezeichnet man übrigens den Teil des 3D-Druckers, auf dem die Objekte schichtweise mithilfe des Druckkopfes aufgebaut werden. Je nach Druckertyp bewegt es sich horizontal oder vertikal, wobei es auch Drucker mit unbeweglichem Druckbett gibt. Eine Beheizung des Druckbettes ist nicht immer erforderlich. Das hängt vom verwendeten Filament (so nennt man das schnurförmige Druckmaterial) ab. Je nach Größe des Objektes kann ein Druckvorgang durchaus mehrere Stunden dauern. Das Ergebnis entschädigt allerdings für die Wartezeit. Mit einem Programm, das dem Drucker beiliegt, wird ein beliebiges 3D-Modell in die für den jeweiligen Drucker passende Kommandosprache umgewandelt. Diesen Vorgang bezeichnet man als „Slicing“. Dieser englische Begriff ist im Deutschen gleichzusetzen mit „in Scheibchen oder Schichten schneiden“. Das Arbeitsgerät dazu, ein Slicer, baut also 3DObjekte scheibchenweise aus vielen dünnen Schichten auf, die Schicht für Schicht gedruckt werden. Sinnvollerweise bietet dieses Programm auch Möglichkeiten zur Nachbearbeitung an wie Skalieren, Drehen und Spiegeln. Für den Hausgebrauch verwendet man Filamentmaterial aus Polylactiden, also PLA, das in vielen Farben angeboten wird. Mit Woodfill-PLA gedruckte Teile sollen das Aussehen von Holz imitieren. Bei PLA handelt es sich um einen Kunststoff, der aus regenerativen Quellen gewonnen wird (z. B. Maisstärke). Empfindliche Nasen bemerken während des Druckvorgangs vielleicht einen leichten Geruch, der an Schaumzucker erinnert. Doch eigentlich kann man sagen, dass die Verarbeitung dieses Materials fast geruchlos und schadstoffarm erfolgt. Nachteil von PLA ist der niedrige Schmelzpunkt von ca. 55 °C, der aber in der Praxis meist höher liegt. Im Internet findet man zahlreiche Berichte darüber. Man ist sich dort einig, dass ein Schmelzen des Objekts in der Sonne nicht zu befürchten ist. Die meisten 3D-Drucker verarbeiten auch ABS (Acrylnitril-Butadien-Styrol-Copolymer), PETG (Polyethylenterephthalat, auch PET genannt) und andere exotische Materialien. Die Verarbeitung dieser Materialien sollte aber wegen giftiger Emissionen nicht in Wohnräumen erfolgen. Als Standard für 3D-Modelle hat sich die STL-Schnittstelle (Stereo-Lithografie) durchgesetzt. Sie ist Standardschnittstelle vieler CAD-Systeme. CAD steht für Computer-Aided Design, also rechnerunterstütztes Konstruieren. Gute Tools für CAD-3D-Modelle gibt es auch als Freeware, mit der man bereits die wichtigsten Modelle entwickeln kann. So konnte ich nach kurzer Einarbeitung in eins dieser Programme einen Okularhalter entwerfen und drucken, der als Wandhalter dem zeitweisen Ablegen meiner Okulare dient, die ich gerade vorübergehend nicht benötige (Abb. 1). So bot es sich dann auch an, die fehlende Augenmuschel für mein in den USA gekauftes 65-mm-Okular (ein SuperPlössl XL) mit passendem Deckel zu drucken (Abb. 2). Meine EQ5-Nachführeinheit findet nun nebst Powerbank sicheren Halt am Stativ (Abb. 3). Fehlende Okularabdeckungen sind schnell gedruckt und meine Filter befinden sich in identischen Boxen, die sich auch bei Dunkelheit und mit kalten Händen problemlos öffnen lassen. Auf der Seite www.thingiverse.com findet man zahlreiche fertige Modelle im STL-Format, welche kostenlos angeboten werden. Sie können nach dem Download mit oder ohne Nachbearbeitung für das jeweilige Druckermodell umgewandelt und dann gedruckt werden. Was allein bei Thingiverse für das Gebiet der Astronomie für den 3D-Druck angeboten wird, ist erstaunlich. Über Bahtinovmasken, diverse Adapter, Okularabdeckungen, Filterboxen, Arretierungen für Kamera-Objektive zur Fixierung der Fokuslage bis hin zu aufwändigen Nachführeinheiten findet jeder etwas für seine Belange Passendes. Größtenteils Dinge, die sonst nirgends erhältlich sind, lassen sich mit einem 3D-Drucker kurzerhand drucken. Mein 3D-Drucker steht kaum noch still. Autor: Uwe Braasch |
|
 Abb. 1: Okular-Wandhalter – oben rechts die Vorschau aus der Slicer-Software
Abb. 1: Okular-Wandhalter – oben rechts die Vorschau aus der Slicer-Software Abb. 2: Augenmuschel mit Staubschutzkappe
Abb. 2: Augenmuschel mit Staubschutzkappe Abb. 3: Individuelle Halterung für die Steuerbox einer GoTo-Montierung
Abb. 3: Individuelle Halterung für die Steuerbox einer GoTo-Montierung![]()